: injection molding machine manufacturer/supplier")
: injection molding machine manufacturer/supplier")

Pensamento científico de moldagem: moldagem é uma ciência, não uma arte
Introdução: Por que introduzimos a moldagem científica?
Moldagem por injeção é o processo de conversão de materiais plásticos em materiais plásticos fundidos fluidos por uma máquina de moldagem por injeção e injetá-los em uma cavidade de molde onde são resfriados e solidificados para formar o produto final. Materiais plásticos são menos caros de obter em comparação com outros materiais, como metal, madeira e cerâmica. Além disso, é fácil produzir produtos geométricos complexos em grandes quantidades com materiais plásticos, então as pessoas constantemente estendem a aplicação de produtos plásticos a vários tipos de produtos. No entanto, o comportamento complexo de fluxo dos plásticos devido à sua propriedade viscoelástica levou a muitas experiências enganosas e errôneas na moldagem por injeção, o que pode facilmente enganar a direção da resolução de problemas.
Moldagem por injeção é uma ciência, não uma arte. As condições de moldagem não podem ser definidas com base em sentimentos ou experiências. Deve haver um conjunto sistematizado de conhecimento, para que cada etapa de implementação seja concluída com uma base objetiva, não com base em determinações subjetivas. Esse conhecimento sistematizado é moldagem científica. O sistema de moldagem científica é centrado no aprendizado de princípios e teorias de moldagem essenciais, que abrangem matérias-primas, estrutura de peças, moldes, equipamentos e condições de moldagem necessárias para um mecanismo de operação de moldagem estável. A aplicação estratégica e o gerenciamento desse sistema são moldagens sistemáticas que podem encurtar o tempo necessário para construir um processo de moldagem estável e repetível , resultando em maior tempo de operação da máquina, tempo de produção do produto, taxa de refugo e assim por diante. Um sistema de moldagem científica pode simplificar as coisas complexas e repetir as coisas simples (padronizadas).
Quando os moldadores conseguem dominar o sistema de moldagem científica, eles podem usar esse sistema para estabelecer o processo de qualificação de moldagem. A qualificação de moldagem é um processo que inclui "estabelecer um plano, obter informações, registrar resultados, interpretar dados" . Esse processo é dividido em três estágios: IQ, OQ e PQ (conhecido como 3Q*). De acordo com o sistema de moldagem científica e o processo de qualificação de moldagem, um sistema de coleta de dados pode ser usado para estabelecer e implementar o gerenciamento e a confirmação de dados de operações de moldagem eficientes e estáveis, que é a base para a aplicação de dados de moldagem de IA.
*Observação: IQ, OQ e PQ (3Q) são abreviações em inglês de Installation Qualification, Operation Qualification e Performance Qualification, respectivamente.
No processo de produção em massa de moldagem por injeção, muitos fatores controláveis e incontroláveis podem alterar a viscosidade do fundido, resultando na variação na qualidade da moldagem. Por exemplo, quando o mesmo fabricante produz plásticos do mesmo tipo, mas em lotes diferentes, a variação da viscosidade pode atingir ±10~20% de mudança. Portanto, o controle da estabilidade da viscosidade do fundido é particularmente crítico. Este artigo se concentrará na "técnica de ajuste de condição de moldagem segmentada e controle da estabilidade da viscosidade do fundido", que são a base central do sistema de moldagem científica. A técnica de ajuste de condição de moldagem segmentada utiliza as características de "afinamento de cisalhamento reológico de plástico" e técnicas especiais de separação/desconexão para planejar as condições de moldagem para que a máquina execute efetivamente as operações em cada estágio (incluindo enchimento, retenção de pressão, alimentação/resfriamento e outros processos de moldagem). Isso ajuda a reduzir a influência dos resultados das configurações de condição e as variações nas flutuações da viscosidade do fundido. A Figura 1 ilustra a relação entre os principais estágios da moldagem científica e as condições de moldagem por injeção e lógica de ajuste.

Figura 1. Condições de configuração para os principais estágios da moldagem por injeção
Como as pessoas dizem, a qualidade é "projetada e construída", ela não vem da inspeção! A qualidade gerada por nossas configurações de condições de moldagem por injeção vem do projeto ou da inspeção?
Influência da temperatura de fusão na variação da viscosidade
Cada plástico tem uma faixa de temperatura recomendada pelo fornecedor do material para o processo de fusão. Para reduzir a influência da temperatura de fusão na flutuação da viscosidade, um valor razoável a ser definido nessa faixa pode ser selecionado para completar o enchimento, resistir a perturbações e obter moldagem estável ao mesmo tempo. Conforme mostrado na Figura 2, no processo de moldagem, quanto maior a temperatura de fusão, maior o valor de MI e melhores as características de fluxo. Quando a temperatura de fusão é definida em um nível mais alto, a menor variação de temperatura durante a produção em massa causará mudanças drásticas na viscosidade, o que não é propício para uma moldagem estável a longo prazo. Portanto, se a temperatura de fusão for definida no meio da faixa recomendada pelo fabricante do material, variações estáveis de viscosidade podem ser obtidas, mas a desvantagem é que o fluxo de fusão se deteriora.
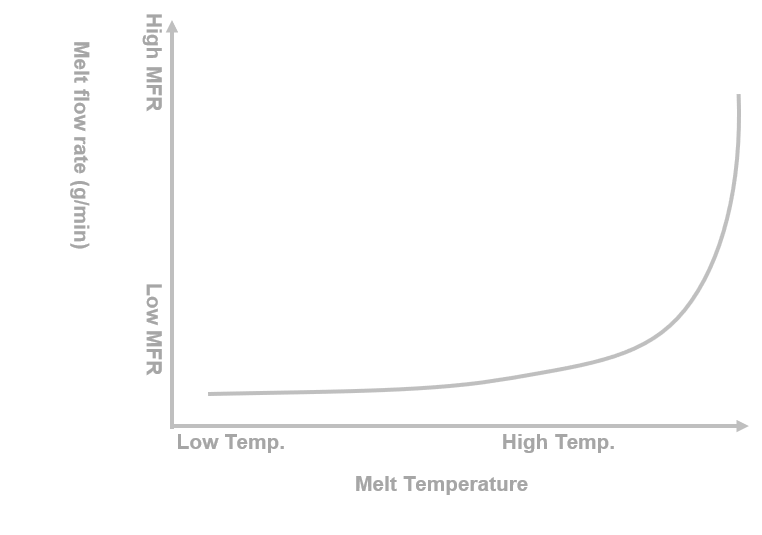
Figura 2. A relação entre a temperatura de fusão e as características de fluxo
O aumento da velocidade de enchimento é propício para uma produção em massa estável
Para uma produção estável e de longo prazo, embora a redução da temperatura de fusão possa resultar em fluxo de plástico deteriorado, ela pode ser melhorada ajustando a "taxa de enchimento".
Na Figura 3, por exemplo, a mudança de viscosidade (η1) obtida para variação deste plástico na faixa de temperatura de processamento recomendada de 200~230°C é muito menor do que a mudança de viscosidade (η2) devido à variação da taxa de cisalhamento. Em outras palavras, é mais eficaz variar a taxa de cisalhamento (ou seja, taxa de enchimento) do que variar a temperatura para obter características de alto fluxo do fundido.
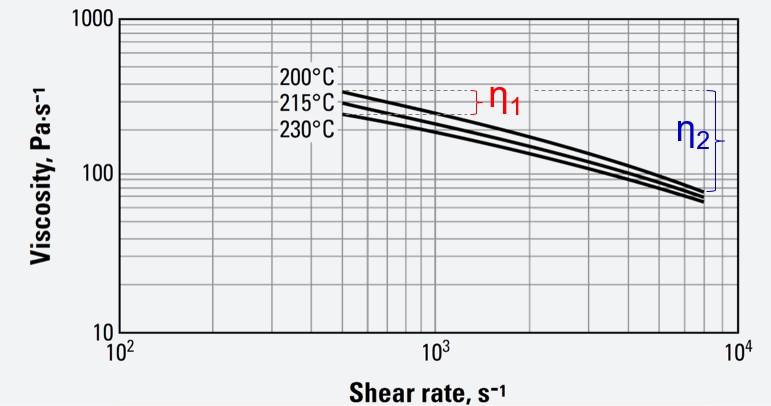
Figura 3. Relação entre taxa de cisalhamento, temperatura e viscosidade
Conforme mostrado na Figura 4, durante a produção em massa, aumentar a velocidade de enchimento do fundido não apenas alcança melhores características de fluxo, mas também permite que a frente de onda do fluxo do fundido mantenha uma viscosidade estável quando a velocidade muda(*). Portanto, contanto que a pressão de injeção seja suficiente, quando você aumenta a velocidade de enchimento a ser definida, a viscosidade não será drasticamente variada, e também resolve o problema de alta viscosidade devido à configuração de temperatura de fusão mais baixa que é desfavorável para o enchimento.
*Observação: É importante observar que uma alta resistência na frente de onda do fluxo pode interromper esse fenômeno.

Figura 4. Relação entre a velocidade de enchimento do fundido e as características do fluxo
Resumo: A velocidade de enchimento tem muito mais influência na viscosidade do que a temperatura de fusão. Portanto, aumentar a velocidade de enchimento pode compensar o fluxo ruim de plástico causado pela baixa temperatura de fusão, o que é favorável à produção estável de longo prazo.
Perda reduzida de pressão de transferência pode reduzir produtos defeituosos
No final do estágio de enchimento de plástico, a baixa viscosidade do fundido também reduz a queda de transferência de pressão no estágio de retenção de pressão para tornar a pressão interna do fundido uniforme; ao contrário, se a viscosidade do fundido for alta, o plástico não flui bem e a alta queda de transferência de pressão causa encolhimento irregular, o que pode causar problemas como empenamento e deformação do produto.
Resumo: Em condições científicas de moldagem, baixa temperatura de fusão + alta velocidade de enchimento + pressão de enchimento suficiente podem reduzir a perda de transferência de pressão, para que o produto possa obter melhor uniformidade de contração durante o estágio de retenção de pressão.
O aumento da temperatura do molde melhora a estabilidade dimensional do produto
Em geral, uma temperatura baixa do molde ajuda a encurtar o comprimento do ciclo de moldagem, mas as propriedades mecânicas e a estabilidade dimensional do produto após a ejeção não são ideais, portanto, a qualidade testada antes do envio pode ser uma ilusão temporária. Ao contrário, se a temperatura do molde for definida em um nível alto, a recristalização e as tensões internas residuais podem ser evitadas, e as propriedades mecânicas e a estabilidade dimensional do produto podem ser muito melhoradas após a ejeção.
Influência da configuração da temperatura do molde e da fusão e da duração do ciclo
Na relação entre temperatura do molde e temperatura de fusão, os moldadores tradicionais normalmente definiriam temperatura de molde mais baixa e temperatura de fusão mais alta para controlar o comprimento do ciclo de moldagem do produto. No entanto, de acordo com a lógica da moldagem científica, alta temperatura do molde combinada com baixa temperatura de fusão pode atingir propriedades mecânicas corretas e estabilidade dimensional. Embora pareça que o tempo de resfriamento será aumentado, a partir do tempo consumido pela remoção de calor, sob a mesma eficiência de resfriamento, leva menos tempo para remover o calor para a configuração de temperatura de moldagem científica do que a configuração de temperatura tradicional. Portanto, o ciclo geral de moldagem pode não aumentar, e mesmo todas as condições são definidas de acordo com as características dos plásticos e, a longo prazo, a estabilidade da variação da viscosidade de fusão pode ser verdadeiramente compreendida.
Importância do Pensamento de Moldagem Científica
A moldagem por injeção faz parte do processo de fabricação tradicional. Com o desenvolvimento da Indústria 4.0, o campo de moldagem por injeção agora está equipado com muitas aplicações de rede, caminhando em direção à fabricação inteligente.
Por exemplo, as informações da máquina de injeção em produção podem ser capturadas em tempo real. Condições de moldagem estáveis são configuradas pelo programa de moldagem. Com a técnica de configuração de condições de moldagem segmentadas, os dados do processo de moldagem serão altamente vinculados à qualidade do produto, e o programa de moldagem será capaz de identificar a janela de aceitação de qualidade com OQ, que pode ser usada para monitorar a qualidade da moldagem da produção em massa para evitar a produção contínua de produtos defeituosos. Ou podemos aplicar monitoramento em tempo real e correção automática das condições de moldagem para minimizar o custo do tempo de inatividade para solução de problemas. Esses são o gerenciamento de produção automatizado derivado da aplicação de big data no estágio de moldagem por injeção.
A base para essas aplicações de dados de moldagem inteligentes de IA é estabelecer e implementar processos de produção eficientes e estáveis com base em um sistema de moldagem científica.
Figura 5. Pensamento de Moldagem Científica