: injection molding machine manufacturer/supplier")
: injection molding machine manufacturer/supplier")

Como controlar a temperatura de fusão na moldagem por injeção? Temperatura do cilindro, calor de cisalhamento e projeto de plastificação da rosca.
Na moldagem por injeção, a temperatura de fusão é um fator crucial que afeta a qualidade da peça, a estabilidade da moldagem e a eficiência da produção. Embora a temperatura do cilindro possa ser ajustada por aquecedores, a temperatura real de fusão também é influenciada pelo calor de cisalhamento, pelos parâmetros de plastificação, pelo projeto da rosca, pela velocidade da rosca e pela contrapressão.
Para máquinas de moldagem por injeção avançadas, o controle de temperatura não se resume apenas ao gerenciamento do aquecimento do cilindro. Trata-se de um processo integrado de controle do estado do material e eficiência energética da plastificação. A estabilidade da temperatura de fusão depende não só das configurações do processo, mas também da estrutura de plastificação da máquina e da precisão do controle de temperatura.
Por que a temperatura do cilindro é diferente da temperatura real de fusão?
A temperatura de fusão e a temperatura do cilindro estão relacionadas, mas não são a mesma coisa. Representam pontos de medição e significados diferentes. Confiar apenas na temperatura do cilindro pode subestimar as condições reais da fusão, causando variação na qualidade e menor rendimento.
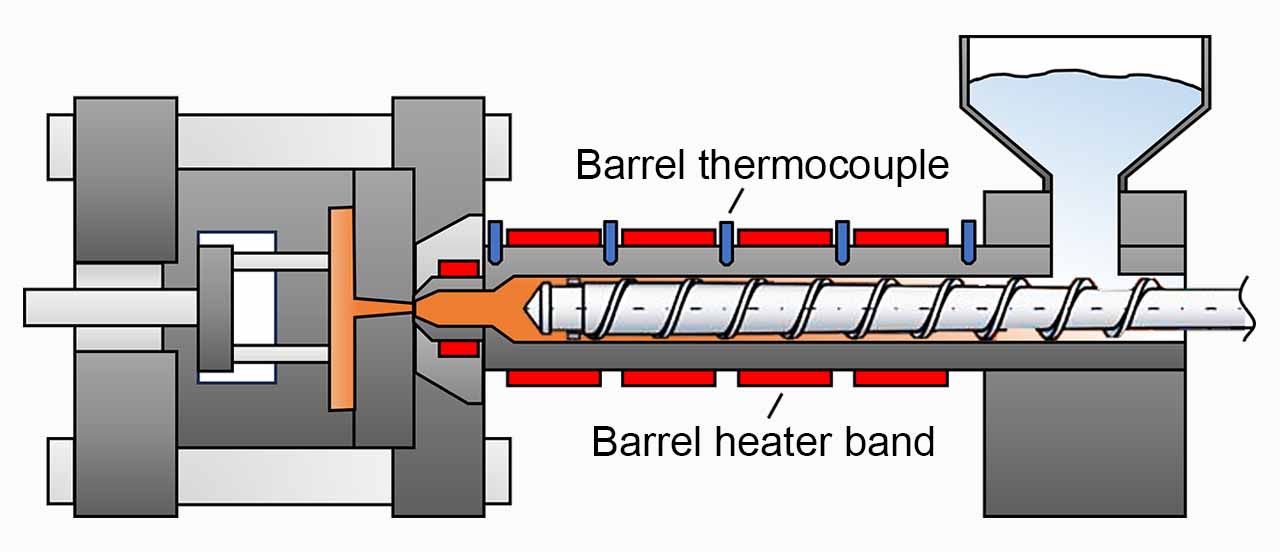
Figura 1. Estrutura de aquecimento central de uma máquina de moldagem por injeção.
O termopar instalado no cilindro mede a temperatura da parede do cilindro, não a temperatura real no centro da massa fundida. O calor precisa ser transferido das resistências de aquecimento através do cilindro até a massa fundida, portanto, a temperatura ambiente e a perda de calor da máquina podem criar uma diferença entre o valor medido e o valor definido.
Se a temperatura de fusão for muito alta, pode ocorrer degradação térmica, causando descoloração, bolhas, estrias prateadas, marcas de queimadura e liberação de gases nocivos. Isso reduz a resistência e a qualidade estética da peça. Se a temperatura de fusão for muito baixa, a baixa fluidez pode causar falhas na injeção, preenchimento incompleto, linhas de solda, marcas de rebarba fria e dimensões instáveis.
Portanto, as configurações de temperatura do cilindro, por si só, não refletem completamente as condições reais da massa fundida. São necessárias amostragem da massa fundida, medição de temperatura, calibração e otimização geral do processo.
Como o calor de cisalhamento afeta a temperatura de fusão na moldagem por injeção?
A temperatura de fusão é afetada não apenas pelo aquecimento externo do cilindro, mas também pelo calor de cisalhamento gerado durante a rotação da rosca. Altas velocidades da rosca ou alta contrapressão criam forte atrito e compressão, aumentando rapidamente o calor local. Em alguns casos, o calor de cisalhamento pode exceder a potência de entrada do aquecedor. Isso é especialmente significativo com cilindros de grande diâmetro ou materiais de alta viscosidade, como PVC e PEEK , onde a diferença de temperatura entre o centro e a borda da massa fundida pode chegar a várias dezenas de graus.
Diferentes setores industriais exigem diferentes estratégias de controle de cisalhamento:
- Embalagem de alta velocidade: Concentra-se na eficiência da plastificação e na estabilidade da tensão de cisalhamento para evitar instabilidade no enchimento, variação de peso e defeitos de aparência durante a produção em massa de ciclo curto.
- Óptica de precisão: Requer baixo cisalhamento e temperatura de fusão uniforme para evitar superaquecimento localizado, tensão residual e defeitos ópticos.
- Materiais reciclados / moldagem microcelular: Requer histórico térmico e controle de energia de cisalhamento para evitar degradação secundária e manter a uniformidade das células e a taxa de formação de espuma.
- Materiais sensíveis ao calor, como PVC, POM e PLA: Requerem controle cuidadoso do tempo de residência e um design de baixo cisalhamento para evitar decomposição, carbonização e liberação de gases tóxicos.
Portanto, um melhor fluxo de material fundido e um enchimento mais eficiente exigem mais do que apenas a entrada de calor. Um projeto adequado da rosca, o ajuste da velocidade da rosca e o controle da contrapressão podem melhorar a fluidez do material fundido e o desempenho do enchimento.
Leitura complementar: Soluções de moldagem por injeção de PVC F CS para conexões de tubos de infraestrutura de construção.
Como o design da rosca afeta a distribuição da temperatura de fusão e a estabilidade da plastificação?
A rosca de injeção não apenas transporta e funde o plástico, como também é o componente de controle fundamental no processo de conversão de energia da plastificação.
Um parafuso de injeção padrão consiste em três seções:
- Seção de alimentação: Transporta grânulos sólidos de plástico e os pré-aquece até próximo do ponto de fusão.
- Seção de compressão: Derrete e mistura o plástico. O calor de cisalhamento gerado aqui é a principal fonte de aumento da temperatura de fusão.
- Seção de dosagem: Homogeneiza a massa fundida e estabiliza a saída. É necessário um controle preciso da temperatura para evitar degradação ou baixa fluidez.
Uma relação L/D adequada da rosca e uma taxa de compressão influenciam diretamente a geração de calor por cisalhamento e a distribuição da temperatura do material fundido. Em máquinas de moldagem por injeção modernas, a estabilidade da qualidade do material fundido depende não apenas do projeto da rosca, mas também do controle da velocidade da rosca, da estabilidade da carga de plastificação, da rigidez da máquina e da precisão do sistema de acionamento.
⚡ Exemplos de projeto de máquinas FCS:
- Máquina de Moldagem por Injeção com Abertura Externa Série SA : Adequada para embalagens multicavidades e de alta velocidade, peças automotivas, paletes para logística e produção em massa de peças grandes. Seu sistema de fechamento com abertura externa de alta rigidez e saída hidráulica ajudam a manter uma carga de plastificação estável durante a produção contínua.
- Máquina de Moldagem por Injeção Totalmente Elétrica Série CT-e : Adequada para aplicações em eletrônica, óptica, medicina e moldagem microcelular. O controle servo de alta precisão reduz a flutuação da energia de plastificação e melhora a estabilidade da qualidade da massa fundida.
Como a velocidade da rosca e a contrapressão afetam a temperatura de fusão?
A rotação da rosca gera um calor friccional significativo, que é uma das fontes de calor para a fusão do plástico. Na produção, os operadores podem aumentar a velocidade da rosca para reduzir o tempo de recuperação, mas isso pode fazer com que a temperatura no centro da massa fundida ultrapasse o ponto de ajuste do aquecedor, causando superaquecimento localizado, variação na qualidade e degradação do material.
Os resultados dos testes mostram que, quando a velocidade da rosca aumenta de 10 rpm para 100 rpm, a temperatura média da massa fundida sobe cerca de 3 °C, enquanto o aumento da temperatura local pode ultrapassar 15 °C. Isso demonstra que o calor gerado pelo cisalhamento tem um efeito significativo na temperatura da massa fundida durante a plastificação em alta velocidade.

Figura 2. Efeito da velocidade da rosca na temperatura de fusão (Material: PP / Tonelagem da máquina: 100 toneladas)
A contrapressão pode melhorar a densidade da massa fundida, a uniformidade da temperatura e a eficiência da transferência de calor, tornando a distribuição de temperatura mais estável.
Os resultados dos testes mostram que, quando a contrapressão aumenta de 10 bar para 30 bar, a temperatura média de fusão sobe lentamente cerca de 1 a 2 °C. A uniformidade da mistura de cores e a estabilidade da viscosidade também melhoram, tornando o produto especialmente adequado para aplicações com maior proporção de corantes em pó.
Figura 3. Efeito da contrapressão na temperatura de fusão.
Portanto, a velocidade da rosca deve ser ajustada de acordo com a taxa de cisalhamento do material, o comportamento da viscosidade e o diâmetro da rosca. Uma faixa de velocidade adequada ajuda a evitar variações de qualidade causadas pelo aumento localizado da temperatura de fusão.
▶ Sensibilidade térmica e estratégias de controle de temperatura de diferentes plásticos.
A sensibilidade térmica refere-se à tendência dos materiais termoplásticos de se degradarem ou sofrerem alterações durante o aquecimento na moldagem por injeção. A sensibilidade térmica varia muito entre os diferentes materiais. Materiais como PVC, PC e PET exigem um controle rigoroso da temperatura e do tempo de permanência.
Tabela 1. Sensibilidade térmica de termoplásticos comuns na moldagem por injeção.
Material | Sensibilidade térmica | Principais riscos de degradação e observações |
PVC | Muito alto | Pode liberar gás HCl em altas temperaturas; é necessário um controle rigoroso da temperatura. |
PC | Alto | A umidade pode causar degradação em altas temperaturas; é necessária uma secagem completa. |
BICHO DE ESTIMAÇÃO | Alto | Altamente sensível à umidade; requer secagem completa. |
POM | Alto | Pode liberar gás formaldeído em altas temperaturas; é necessário um controle rigoroso da temperatura. |
PLA | Alto | Baixa temperatura de fusão; degrada-se facilmente com calor excessivo. |
PS | Médio | Pode degradar-se a altas temperaturas, mas é relativamente estável. |
ABS | Médio | Pode degradar-se a altas temperaturas; é necessário um controle adequado da temperatura. |
PP | Baixo | Pode ainda degradar-se sob temperaturas excessivas ou tempo de aquecimento prolongado. |
PE | Baixo | Pode degradar-se e gerar manchas pretas em altas temperaturas. |
ESPIAR | Baixo | Requer altas temperaturas de processamento e equipamentos especializados. |
Como a moldagem por injeção inteligente passa do controle baseado na experiência para o controle baseado em dados?
Para alcançar uma qualidade de fusão verdadeiramente estável, os fabricantes precisam fazer mais do que simplesmente ajustar os valores do aquecedor do cilindro. Eles precisam compreender o comportamento do material sob cisalhamento, o controle do processo e a integração do projeto da máquina. A moldagem por injeção inteligente moderna está adotando o monitoramento da temperatura do bico, o monitoramento da temperatura dentro do molde e a análise do fluxo e da temperatura da água. A competitividade futura das máquinas se concentrará em:
- Controle de energia plastificante
- estabilidade da qualidade de fusão
- Integração inteligente de dados
Além da otimização de processos, o Sistema de Manufatura Inteligente FCS iMF 4.0 integra o monitoramento da energia de plastificação, a análise da estabilidade do processo e a gestão de energia para dar suporte a metas de ESG (Ambiental, Social e de Governança), economia de energia e manufatura sustentável.
▶ Perguntas frequentes
Perguntas frequentes sobre o controle da temperatura de fusão na moldagem por injeção
A temperatura do cilindro é igual à temperatura real de fusão?
A temperatura real do material fundido geralmente é superior à temperatura do cilindro. A temperatura do cilindro é medida por sensores instalados externamente e reflete principalmente a temperatura da parede do cilindro. A temperatura real do material fundido no centro é afetada pelo calor de cisalhamento, velocidade da rosca, contrapressão, viscosidade do material e condições de plastificação, portanto, os dois valores podem diferir.
Por que a temperatura de fusão excessiva afeta a qualidade da moldagem por injeção?
Temperaturas de fusão excessivas podem causar degradação térmica, resultando em descoloração, bolhas, estrias prateadas, marcas de queimadura, manchas pretas ou menor resistência. Para materiais sensíveis ao calor, como PVC, POM e PLA, altas temperaturas também podem causar decomposição e liberação de gases nocivos, sendo necessário um controle preciso da temperatura e do tempo de permanência.
Que defeitos de moldagem ocorrem quando a temperatura de fusão é muito baixa?
A baixa temperatura de fusão reduz a fluidez do plástico e pode causar falhas na injeção, preenchimento incompleto, linhas de solda, marcas de congelamento a frio e instabilidade dimensional. Também pode afetar a aparência e a qualidade estrutural da peça.
O que é calor de cisalhamento e por que ele afeta a temperatura de fusão?
O calor de cisalhamento é o calor gerado pelo atrito e pela compressão durante a rotação, compressão e mistura da rosca. Quando a velocidade da rosca é muito alta ou a contrapressão é muito grande, o calor de cisalhamento aumenta. Se a temperatura medida pelo termopar do cilindro for maior que o valor definido, isso indica que o calor de cisalhamento excede a potência de entrada do aquecedor, o que pode afetar a estabilidade da moldagem.
Uma velocidade de rotação mais rápida da rosca sempre melhora a eficiência da plastificação?
Nem sempre. Aumentar a velocidade da rosca pode reduzir o tempo de recuperação, mas também aumenta o calor gerado pelo cisalhamento e pode causar superaquecimento localizado, degradação do material ou variação na qualidade. Os ajustes devem ser feitos de acordo com as propriedades do material, o diâmetro da rosca, os requisitos do produto e o ciclo de moldagem.
Qual a função da contrapressão na moldagem por injeção?
A contrapressão melhora a densidade da massa fundida e auxilia na remoção de gases. Também melhora a mistura, a uniformidade da temperatura e a dispersão do pó colorido, o que contribui para a estabilidade da plastificação. No entanto, a contrapressão excessiva pode aumentar o calor de cisalhamento e a carga térmica, sendo necessário, portanto, um equilíbrio entre o efeito de mistura e o controle do aumento de temperatura.
Quais materiais plásticos exigem controle especial da temperatura de fusão?
PVC, POM, PLA, PC, PET, PA, PEEK e PMMA são sensíveis à temperatura, umidade ou hidrólise. Durante a moldagem, as condições de secagem, a temperatura do cilindro, a velocidade da rosca, a contrapressão e o tempo de residência devem ser cuidadosamente controlados para evitar degradação, descoloração ou geração de gases.
Como melhorar a estabilidade da temperatura de fusão na moldagem por injeção?
A estabilidade da temperatura de fusão pode ser melhorada através da secagem do material, ajustes de temperatura do cilindro, projeto da rosca, velocidade da rosca, contrapressão, tempo de recuperação e monitoramento do processo. Com sistemas de injeção inteligentes e análise de dados do processo, os fabricantes podem monitorar melhor a energia de plastificação, a variação de temperatura e a estabilidade da moldagem.
Que soluções a FCS oferece para diferentes setores?
A FCS oferece diferentes projetos de máquinas para atender às necessidades de diversos setores. A Série SA é ideal para embalagens de alta velocidade, peças automotivas, paletes para logística e produção em massa de peças grandes. A máquina de moldagem por injeção totalmente elétrica CT-e é adequada para aplicações nas áreas de eletrônica, óptica, medicina e moldagem de precisão. Equipada com o Sistema de Manufatura Inteligente iMF 4.0 , oferece monitoramento de processos e otimização de energia.