: injection molding machine manufacturer/supplier")
: injection molding machine manufacturer/supplier")

A importância e os principais fatores da força de fixação na moldagem por injeção
Introdução
Com empresas globais promovendo ativamente práticas comerciais sustentáveis ESG e a rápida ascensão da indústria de veículos elétricos, a demanda por componentes plásticos — como peças automotivas leves, componentes de acabamento interno de material composto e luzes automotivas ópticas inteligentes — aumentou significativamente. Esses componentes estão sendo projetados com maior precisão e complexidade, e a tendência para produção diversificada em pequenos lotes tornou os requisitos de desempenho das máquinas de moldagem por injeção cada vez mais rigorosos. Em particular, sob as demandas duplas de estabilidade da qualidade do produto e eficiência da produção, a uniformidade e a precisão da força de fixação tornaram-se fatores de influência críticos.

Figura 1: Compromisso da FCS com os Objetivos de Desenvolvimento Sustentável ESG
A correlação entre moldagem por injeção e força de fixação
Durante o processo de moldagem por injeção, o molde deve suportar injeção de alta pressão. Portanto, uma força de fixação apropriada é essencial para manter o fechamento do molde, evitar rebarbas e garantir a precisão dimensional do produto. Os fatores mais importantes são a estabilidade e a uniformidade da força de fixação. A magnitude da força de fixação afeta o suporte do molde e o comportamento de ventilação. Uma força de fixação razoável e estável não apenas mantém a estabilidade dimensional durante o enchimento do fundido, mas também evita danos ao molde; ao mesmo tempo, a uniformidade da força de fixação nas quatro barras de ligação afeta diretamente a qualidade do produto. Se a força de fixação for distribuída de forma desigual, pode facilmente levar ao desalinhamento do molde, formação de rebarbas e até mesmo quebra da barra de ligação e danos ao molde, o que por sua vez pode causar interrupções na produção e aumento nos custos de manutenção.
Causas do desvio da força de fixação
Durante o processo de produção de moldagem por injeção, a força de fixação pode variar devido a vários fatores, incluindo principalmente:
- Aumento da temperatura da parede do molde : durante a produção, a alta temperatura do fundido é transferida para a parede do molde por meio de condução de calor, afetando assim a estabilidade da força de fixação.
- Variação na viscosidade do óleo hidráulico : À medida que a temperatura muda, a viscosidade do óleo hidráulico no sistema muda, influenciando a transmissão de força do mecanismo de fixação.
- Fadiga da barra de ligação : a operação prolongada pode levar à fadiga do material nas barras de ligação, reduzindo sua rigidez e causando distribuição desigual da força de fixação.
- Mudanças na temperatura ambiente : Mudanças na temperatura ambiente dentro da fábrica também podem afetar a estabilidade das operações da máquina.
- Calor de atrito mecânico e condução de calor do molde : O calor de atrito gerado durante a operação mecânica e a condução de calor inerente do molde afetam ainda mais o desempenho da força de fixação.
Métodos para melhorar a uniformidade da força de fixação
Para garantir a estabilidade da qualidade dos produtos moldados por injeção, é necessário melhorar a uniformidade e a estabilidade da força de fixação. Isso pode ser alcançado por meio dos seguintes métodos:
- Aumento da rigidez da parede do molde : O fortalecimento da estrutura da parede do molde pode reduzir a deformação sob carga e melhorar a uniformidade da distribuição da força de fixação. No entanto, apenas aumentar a espessura da parede do molde para aumentar a rigidez só diminuirá a velocidade da resposta da máquina; portanto, aumentar a rigidez por meio da seleção de material e do projeto estrutural é a melhor abordagem.
- Melhorando a estrutura de fixação : mudar do design tradicional de alternância interna para uma estrutura de alternância externa ajuda a melhorar a distribuição do fluxo de força, garantindo que a força de fixação seja aplicada de forma mais uniforme ao molde.
- Sistemas de monitoramento em tempo real e controle de feedback : ao usar sensores para monitorar em tempo real as mudanças na força de fixação nas quatro barras de ligação e ajustar automaticamente para compensação, a força de fixação pode ser mantida consistente com o valor definido.
O impacto das configurações de força de fixação
A configuração da força de fixação deve ser ajustada precisamente com base nas características do produto e no design do molde. Se a força de fixação for definida muito baixa, o molde pode ser forçado a abrir sob injeção de alta pressão, levando a problemas de flash (excesso de material); inversamente, se definida muito alta, a ventilação ruim pode causar defeitos como marcas de queimadura no final do preenchimento e pode até causar deformação do molde.
 |  |
| (um) | (b) |
Figura 2: Defeitos do produto causados por força de fixação insuficiente: (a) Rebarba (b) Marcas de queimadura
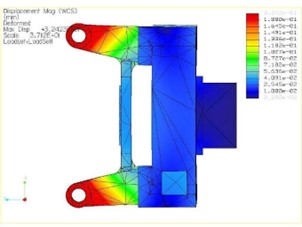
Figura 3: Análise da deformação do molde
Além disso, o design da estrutura de fixação da máquina tem vários impactos nas configurações de força de fixação. Por exemplo, em uma máquina de moldagem por injeção com um design de alavanca interna, uma vez que o ponto de travamento da alavanca está localizado no lado externo da parede do molde, a direção do fluxo de força tende a causar maior pressão na periferia do molde do que no centro. Se a força de fixação for definida muito alta, é mais provável que resulte em deformação do molde e distorção da parede da cavidade. Em contraste, o design de alavanca externa com um mecanismo de fixação centralizado permite uma distribuição mais uniforme da força de fixação, reduzindo efetivamente os problemas de flash e é particularmente adequado para moldes mais antigos.
Vantagens das máquinas de moldagem por injeção de alavanca externa da série FCS SA
A FCS vem promovendo os princípios ESG desde o início do desenvolvimento de seus produtos, com foco em alto desempenho, alta eficiência e alta flexibilidade, o que levou ao desenvolvimento da série SA. Esta série abrange máquinas de moldagem por injeção de alavanca externa que variam de 100 a 3200 toneladas. Por meio da análise otimizada do fluxo de força, a uniformidade da força aplicada é aprimorada e a deformação da parede do molde é reduzida. Além disso, com o design otimizado da placa do molde, a rigidez da placa do molde é aumentada em 30%, enquanto seu peso é reduzido em 11,5%, melhorando assim a capacidade de resposta da máquina.
A série SA oferece um módulo de controle de feedback automático opcional para força de fixação da barra de ligação. Este módulo calibra e ajusta automaticamente durante a produção sem a necessidade de parar a máquina, garantindo desempenho ideal em todos os momentos. Além disso, o módulo é equipado com uma função de aviso de desvio da força de fixação que pode fornecer um alerta imediato quando os desvios excedem o limite de risco, reduzindo efetivamente os riscos de tempo de inatividade.
A combinação da máquina de moldagem por injeção de alavanca externa da série SA e o módulo de controle de feedback automático para força de fixação da barra de ligação é a melhor solução para garantir a uniformidade da força de fixação. É particularmente adequada para produtos com alta relação comprimento/largura, como componentes ópticos automotivos e para-choques, bem como para produtos de pré-formas de garrafas com múltiplas cavidades.

Figura 4: Máquina de moldagem por injeção de alavanca externa da série SA
Máquina de moldagem por injeção de alavanca externa (série SA)
 | Introdução É um modelo servo-hidráulico de economia de energia recém-lançado com unidade de fixação de alternância externa. As indústrias aplicáveis incluem utensílios domésticos, estacionários, automotivos, 3C e eletrodomésticos, especialmente para impressoras multifuncionais, laptop ou peças de computador. Seu curso de fixação maior também é adequado para produtos do tipo cilindro profundo. Com força de fixação variando de 100 toneladas a 3.200 toneladas. |