: injection molding machine manufacturer/supplier")
: injection molding machine manufacturer/supplier")

Q&A
Na moldagem por injeção, a resina no canal de injeção e no canal é mantida em estado fundido por um método especial, e quando o produto é liberado do molde, o canal ainda permanece no molde. Esta é a chamada moldagem por injeção em câmara quente. O benefício e o short estão listados na tabela a seguir.

Ao retirar o produto do molde fêmea, o molde deve ser dividido em duas metades, a linha de partição, PL é onde eles estão separados, também é chamada de superfície de divisão ou linha de divisão do molde. Com base nesta linha, a parte fixa é chamada de molde fixo, ou fêmea, e a parte móvel é chamada de molde móvel ou macho. Quando o PL é decidido, o perfil da cavidade feminina e da cavidade masculina pode ser determinado. E determine se ele precisa do tipo concêntrico lateral.
Pode ser usado para entender a dificuldade do projeto do molde. Ao selecionar PL, devem ser atendidos os seguintes itens:
- Selecione um local ou formato menos proeminente para evitar afetar a aparência do produto moldado.
- Na abertura do molde não é recomendado ter cantos mortos, para evitar o aumento do molde
custo.
- Deve estar em um local fácil de trabalhar, fácil de processar ou fácil de finalizar o produto.
- A forma e a localização do portão devem ser levadas em consideração.
A função do sistema de canal é guiar a injeção de resina derretida do bico da máquina de moldagem por injeção para a cavidade do molde. Este sistema consiste em canal de entrada, canal principal, canal de ramal e portão. O projeto e a preparação do sistema de canal têm efeitos substanciais na qualidade, precisão, aparência e ciclo de moldagem. Sprue é a porta de enchimento da resina fundida. Para se separar do molde, normalmente é projetado com chanfro de 2°~4°. O canal principal e o canal de ramificação são o caminho para a resina fundida fluir para a cavidade do molde, e aqui a fluidez e a perda de calor devem receber consideração especial. Gate é a entrada da resina fundida na cavidade do molde. O design do portão tem grande efeito na moldagem e na tensão interna do produto. O sistema de corredor detalhado é mostrado na figura a seguir.
O poço de lesma fria também é chamado de “Material Stay”. O objetivo é evitar marcas de fluxo no próximo produto de moldagem deixadas pela resina derretida. Geralmente, a ponta do bico da máquina de injeção possui um pequeno material fundido, que será solidificado antes da próxima injeção. Se entrar no produto moldado, deixará marcas de fluxo. Para evitá-lo, o material solidificado na frente do material de injeção é mantido bem em recipiente frio, para evitar prejudicar a aparência do produto. O poço frio normalmente está localizado na junção do canal de entrada e do canal principal, conforme mostrado na figura acima. Portanto, o slug frio serve para manter o material mais frio na ponta frontal do bico de injeção da última moldagem e permitir que o material fundido com temperatura uniforme seja injetado na cavidade do molde. Isso ajuda a uniformizar a densidade e a qualidade dos produtos.
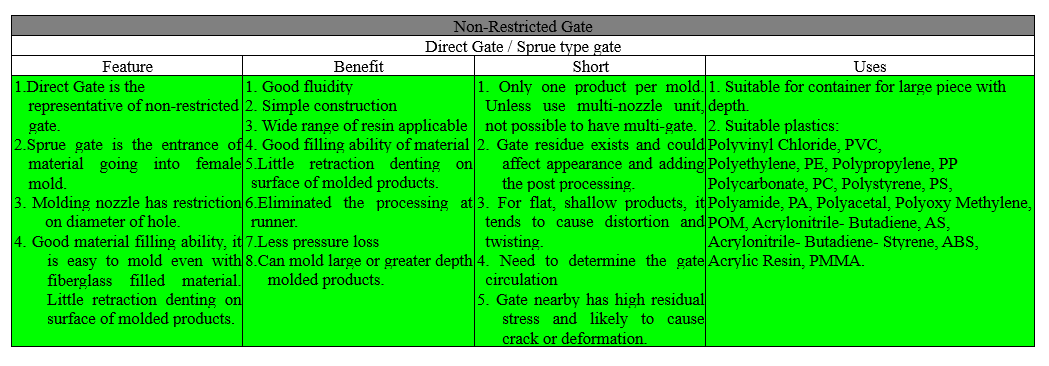
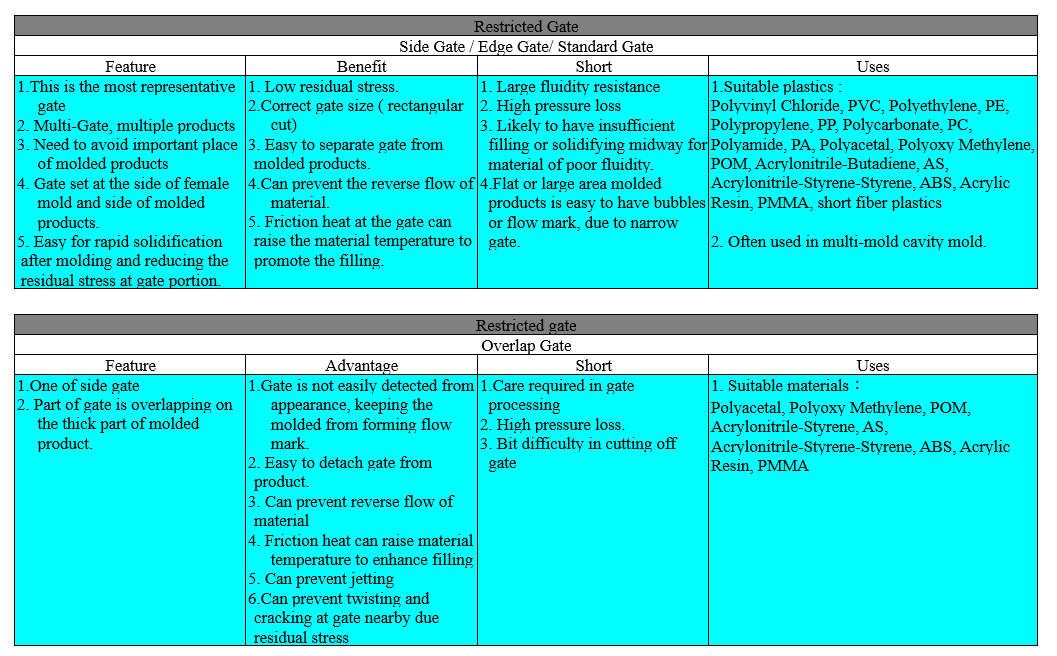
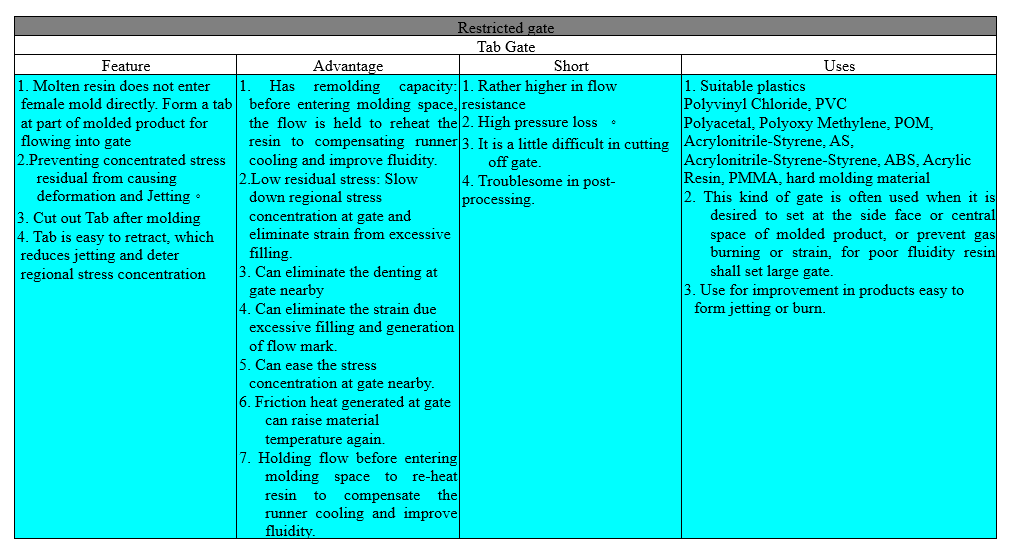
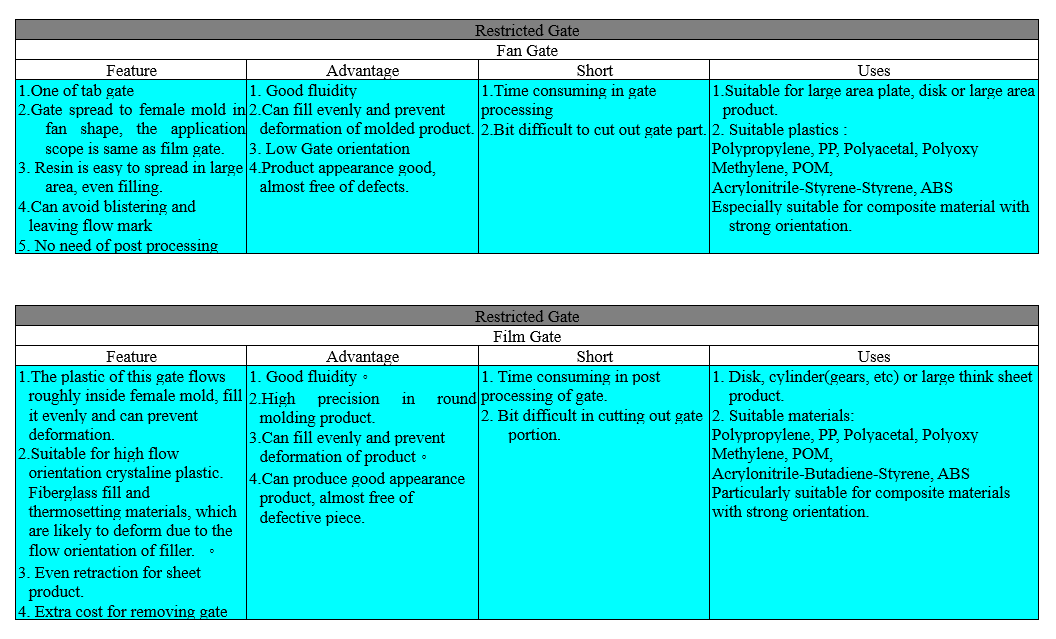
Gate tem um efeito substancial nas características de moldagem e na tensão interna. Normalmente o tipo adequado é selecionado de acordo com o formato do produto moldado. Eles podem ser divididos em Portão Restrito e Portão Não Restrito. O primeiro possui entrada estreita entre o corredor e a cavidade do molde. É fácil processar e cortar os produtos moldados do corredor. Ajuda a reduzir o estresse residual. É fácil equilibrar portões de múltiplas cavidades em vários produtos na tomada. Este tipo é geralmente adotado quando a resina fundida na cavidade do molde não tem probabilidade de reverter. Nesta categoria, existem Side Gate, Overlap Gate, Tab Gate, Fan Gate, Film Gate, Ring Gate, Disk Gate, Point Gate e Submarine Gate. A última é a porta para material fundido injetado diretamente na cavidade do canal de entrada. Este é o representante do portão não restrito. O tipo, localização, tamanho e número de portas têm efeito direto sobre a aparência, deformação, retração e resistência dos produtos moldados. Portanto, no projeto, deve-se levar em consideração o seguinte:
- Forma do portão:
O formato da porta afeta a fluidez da resina fundida dentro da cavidade, a aparência do produto moldado e a direção do fluxo do material. Portanto, é necessário selecionar o tipo de base da comporta de acordo com o tipo de material ou formato dos produtos moldados e o efeito na direção do fluxo.
- Localização e número de portões:
(1) A localização da comporta deverá permitir que o material fundido corra por toda parte do molde,
e é melhor ficar no centro ou na parte grossa dos produtos moldados.
(2) O furo no produto moldado terá chave no molde. Não deixe o material injetado
dobre ou mude essas teclas.
(3) Quando em dois ou mais locais, eles não devem permitir danos à linha de soldagem ou bolhas de ar
aparência do produto e reduzir a resistência.
(4) A tensão residual tende a concentrar-se adjacente à comporta, que pode tornar-se eriçada e
rachadura. Portanto, é recomendado não selecionar a força de sustentação do local.
(5) Seleção do local onde não fique proeminente na superfície do produto, mais fácil de processar.
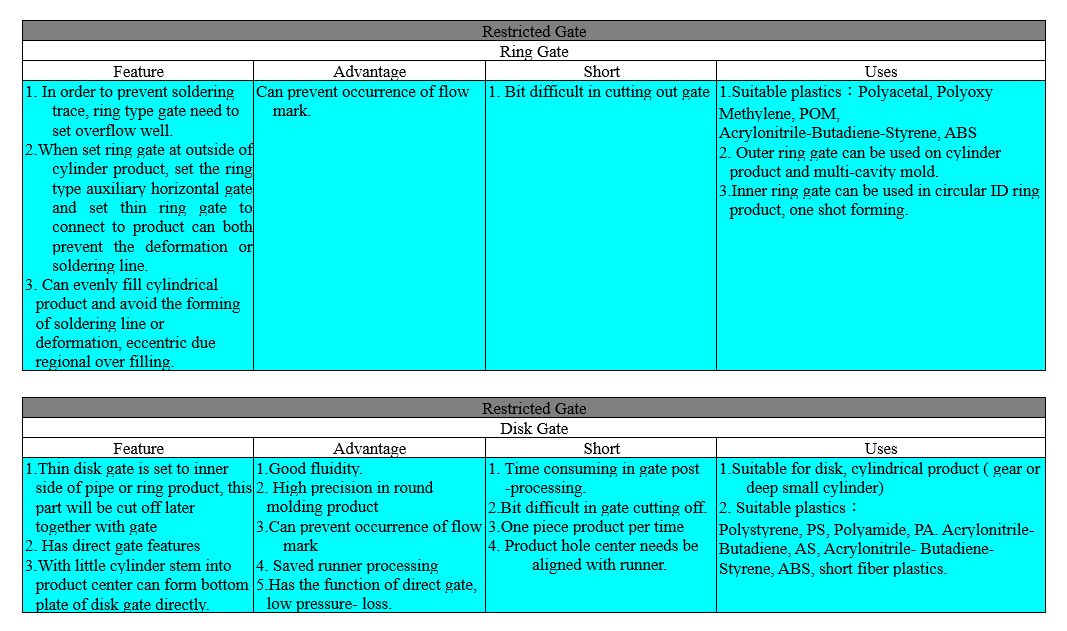
3.Tipo de Portão (Forma):
Em sua função, os portões podem ser separados em Portão Restrito e Portão Não Restrito. O primeiro é construir uma parte estreita na junta entre o corredor principal/ramal e o molde para conter o fluxo do material; este último possui canal para que o material flua diretamente para a entrada do molde fêmea. O portão normalmente restrito é mais selecionado. Os recursos, shorts e benefícios estão listados na tabela a seguir.
O corredor também é chamado de corredor horizontal e é o canal para moldar o material do Sprue ao molde fêmea. O corredor normalmente precisa ser solidificado antes de ser retirado, então o corredor é cortado em duas metades na linha de diâmetro para processamento e depois combinado. Com base na fluidez, formato da seção do corredor, existem formato redondo, U, trapézio, retangular e quadrado. Redondo, semiesfera e trapézio são os melhores. Mas na fluidez e dissipação de calor, o round runner é o melhor. Os próximos são retangulares, trapézios e quadrados. A semiesfera é menos usada, exceto em circunstâncias especiais. Os benefícios e shorts são os seguintes.